ľ�ķ���C�\�D���F���������ĥ�p���ǿ����Լ��S�ģ������~݆�T�ĥ�p�����ǎ��o�����ȣ��Լ��S��ʡ�r��ʡ�X������~݆���T��^����ĥ�p������ͨ�^���o�~݆�w��늺��Ѻ���ĥ�p���T��^���ص�ԭ����������B��
���Tᔿ�̎���a��ƣ���Ѽy����r�����������]�����^���º��l�M�к������Ѽy����Ҫ���~݆�S�ľ��錦�Q�M�У���ԓ�Ѽy̎�a��ʣ�µĺ��l����ԓ̎������һ���º��l���a�����Q���Tᔿ��Ѽy�������ʣ�µĺ��l�c���Q�T����a�rʣ�µĺ��lһ���L���Ա��C���a��ȥ��������ȡ�
���nj��Q���Tᔿ�̎�o�ѼyҲҪ�����l�Ѻ��ڴ�̎���Á��������Q�Tᔿ��Ѽy̎���a�ĺ��������������@�N���Q�a�صķ������ӿ��ԾS���Ѽy���ڲ�ͬ���ИI��ľƬľ����Ƭ�C��Ⱥ;���Ҫ��Ҳ��ͬ�������͑������{���w���c��֮�g�ľ��x���M��ľƬ�|�����k����
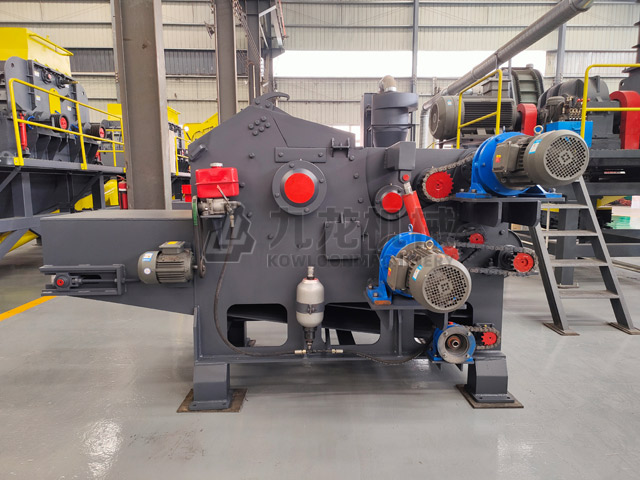
1������ľƬ��̎��һ�����켈�S��ľƬ�ӹ���ľ����]��Ԕ��Ҫ��ģ������ڏV���^����Ҫ��ľƬ�����0.3-0.5���ף�ľƬ�L����2-5���ף�������3-8���ף���������һ�Nԭľ����ҪȥƤ��Ҳ���fľ��Ҫ���^��Ƥ�Cȥ�^Ƥ��Ÿ�����Ƭ�C�ټӹ���ľƬ��
2�����|�ϲ�ͬ����ʽľ����Ƭ�C�܉�����120�������µ�С��ľ����Ƥ����l�ȣ��������ľƬ�܉������w�S��ͼ��{���|�ϡ�
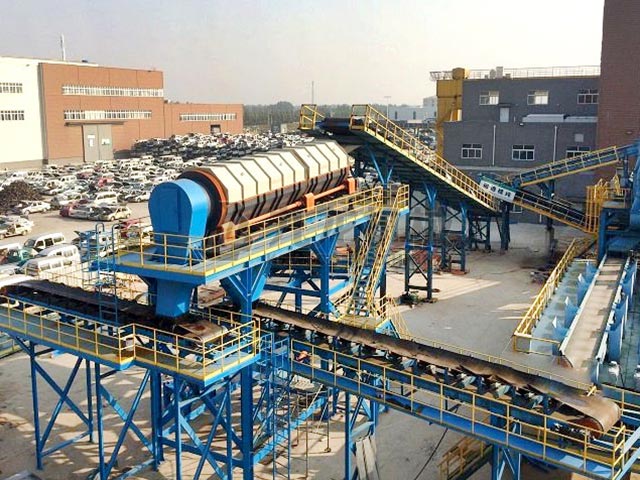
3���^�֣�250mm���ϣ��^����30mm���£��^�̣�250mm���£��^����5mm���£�����Ҏ�t�|�ϣ�δ�ֻ��Ę�ա���辵ȣ�����־��о��������Ĺ��ܡ�
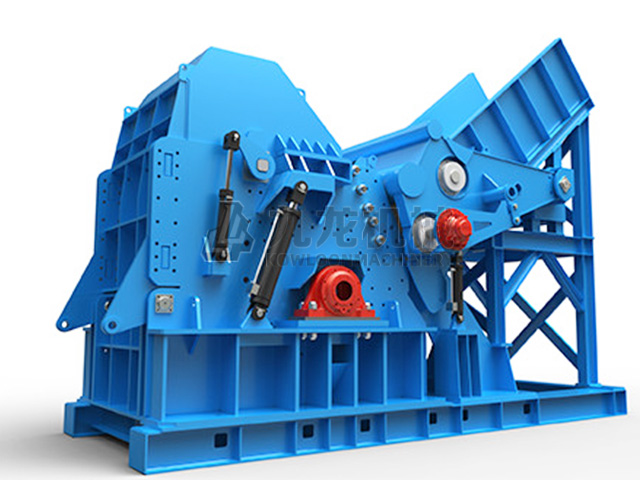
4��ľ����Ƭ�C��ĥ�p�����Ўׂ��пڣ�������Ͳ�ͬҲ���в�ͬ��һ���ۂ�����6���пڣ����L�r�g���\�ý�����ĥ�p����Ҫ��ĥ���@���r���������sҺ���Ÿɴ_����ĥ�İ����ԡ�

























































































 �Ż���
�Ż��� �֙C�پW
�֙C�پW